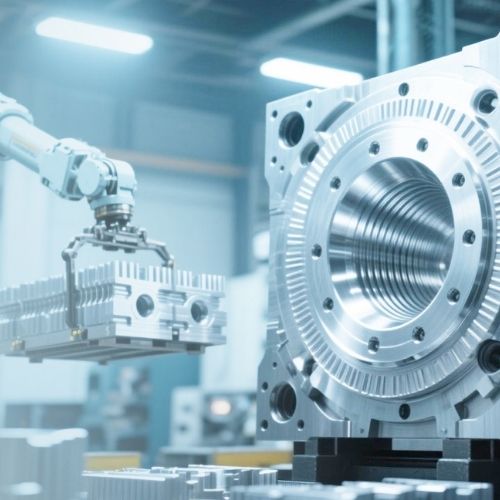
La generación de Sujetadores Térmicos Shrink-Fit de Techniks ayudará a realizar cambios de herramientas con mayor rapidez y seguridad.

Shrink Fit utiliza las propiedades de expansión y contracción del metal para proporcionar una sujeción de herramientas extremadamente potente. El agujero del calibre es ligeramente más pequeño que el vástago de la herramienta y, cuando se calienta, se expande lo suficiente para permitir que se inserte la herramienta. Cuando se enfría, la contracción del metal sostiene la herramienta de corte con 10.000 libras de fuerza.
Con fines de aseguramiento en el estándar de calidad, Techniks desarrolló una serie de ensayos que evaluaron los portaherramientas tipo Collet ER en relación con los portaherramientas de tecnología con sujeción térmica en condiciones de operación reales.
Condiciones de la Prueba
Las pruebas fueron realizadas en un Centro de Maquinado Vertical CNC con un husillo cono CT40. Bajo condiciones idénticas de trayectorias de herramienta, velocidades del husillo, velocidades de alimentación, condiciones del material, dispositivos de sujeción, suministro de refrigerante, fresas finales y cargas de viruta para aislar el rendimiento de ambas tecnologías de sujeción.
Los cortes de prueba se realizaron en 4140 tratado (30-32 RC) usando cortadores verticales de 3 flautas de carburo sin recubrimiento con corte central. Las trayectorias de corte eran idénticas e implicaban una variedad de direcciones de corte.
La comparación más significativa entre estas tecnologías de sujeción es en el área de la vida útil de las herramientas. El endmill en el portaherramientas de contracción mostró un desgaste dramáticamente menor en comparación con el endmill utilizado en el Collet ER. Imagen 2
Los resultados respaldan otros reportes; el ajuste por contracción permite incrementar de 4 a 7 veces la vida de la herramienta en comparación a otras tecnologías de sujeción. En los ensayos hubo un desgaste importante en la brida del portaherramientas con Collet ER, mientras que prácticamente no se produjo desgaste en el cono que utilizó la tecnología Shrink-Fit. Esto se atribuyó a las características de desgaste superiores del acero de herramienta H-13 sobre 8620.
Resultados de la Prueba: Capacidad de Corte y Acabado Superficial
Capacidad de Corte
Durante cuatro pasadas con 0.125 “de profundidad de corte, el portaherramientas con sujeción térmica requirió menos carga del husillo que el portaherramientas con Collet ER. El ajuste térmico brindó mayor rigidez creando una descarga de viruta más equilibrada durante el corte. Esto se observó en un mejor sonido de mecanizado. Imagen 3
Acabado Superficial
La concentricidad mejorada y el aumento en la rigidez del portaherramientas con sujeción térmica produjo una mejora moderada en el acabado superficial de la pieza comparada con la pieza de mecanizada con el cono y Collet ER. (Imagen 4)
Conclusiones:
La nueva generación de sujetadores térmicos Shrink-Fit, proporcionan cambios de herramienta extremadamente rápidos y son seguros para operar. A continuación se describen las ventajas de una producción por medio de la operación de maquinado con Conos Portaherramientas con Sujeción Térmica.
MAYOR RAPIDEZ: La velocidad y la alimentación del husillo se incrementan para reducir los tiempos de ciclo. Los tiempos de ciclo más cortos resultan en una mayor capacidad de fabricación mejorando su R.O.I.
MEJORAMIENTO: La concentricidad de 0.0002 ” permite que el desalojo de rebaba sea más equilibrada, por lo que el mecanizado es más preciso. Esto mejora el acabado y la calidad aumentando la satisfacción del cliente por su producto.
MÁS BARATO: La vida de la herramienta se extiende hasta en un 700% impactando dramáticamente en los costos por herramientas. Además, un menor número de cambios en las herramientas genera ahorros de mano de obra y reduce el tiempo de inactividad de la máquina. Por lo que obtendrá una mayor vida útil del rodamiento del husillo reduciendo los costos de mantenimiento y conservando las máquinas productivas durante más tiempo.
Herramental Monterrey en conjunto con Techniks y nuestro departamento de IA ponemos a sus órdenes nuestra extensa gama de productos de alta calidad, nuestro nivel de conocimiento y experiencia y la flexibilidad de nuestro enfoque y estructura para diseñar una solución completa a medida para nuestros clientes.