La mayoría de las aplicaciones de procesos láser utilizan un haz centrado en la superficie, en combinación con el movimiento de la parte del sustrato, el rayo láser o ambos, para eliminar el material con alta precisión espacial. Las ventajas de procesar materiales con láseres de pulso están bien establecidas en muchas industrias. Es muy flexible, haciéndolo adecuado para la fabricación de piezas 3D, y se puede configurar para producir una gran variedad de partes utilizando el software CAD/CAM. Además, el proceso láser es un método de un solo paso sin productos químicos tóxicos y es capaz de una precisión espacial mucho mayor que el corte mecánico y los métodos de perforación. Se puede aplicar también a una amplia gama de materiales, incluyendo metales, plásticos y vidrio -a diferencia, por ejemplo, del mecanizado de descarga eléctrica (EDM), que sólo puede funcionar con conductores-.

Tradicionalmente, la mayoría de las tareas de micro mecanizado láser utilizaban láseres con un pulso 40 a 60 nanosegundos de duración (un nanosegundo es una millonésima o 10-9 de un segundo). Sin embargo, para la producción de agujeros y ranuras menores de 10 µm o para el procesamiento de sustratos finos o delicados o para hacer cortes con bordes muy finos (como en algunos stents), estos láseres ya no son óptimos.
Las ventajas de utilizar pulsaciones láser más cortas
Está comprobado que los LPU tienen mayor resolución, y como resultado, una zona afectada térmicamente (ZAT) mucho menor. Es por eso que muchos dispositivos médicos se fabrican ahora utilizando láseres picosegundo (10-12 de un segundo) como los de la serie Rapid de Coherent. Con esta duración de pulsación tan corta, el material vaporizado se lleva gran parte del calor no deseado antes de que pueda propagarse en el material circundante y causar una zona afectada térmicamente (ZAT). También el hecho de que el material expulsado se compone de partículas muy pequeñas (por ejemplo, átomos) significa que las pulsaciones láser de picosegundo no producen desechos refundidos, dejando así superficies limpias y lisas.
Los LPU se caracterizan típicamente por la potencia de pulso mucho más baja que los láseres de nanosegundo, pero con tasas de repetición de pulsaciones muy altas, por lo general del orden de 1 a 50 MHz. Por consiguiente, cada pulsación elimina una cantidad mínima de material con un daño térmico mínimo, lo que permite un control de profundidad inigualable. Al mismo tiempo, la frecuencia de pulso alta significa que las tasas totales de eliminación de material permiten tasas de rendimiento prácticas para muchos tipos de dispositivos.
Avanzando al láser de Femtosegundo
Recientemente, el interés en el uso de láseres de femtosegundo (10-15 de un segundo) para el procesamiento de algunos dispositivos médicos ha aumentado por tres razones. La más importante es que satisface la creciente necesidad de una mayor miniaturización y una calidad de corte superior y suavidad en las superficies. Esto se debe a que la duración del pulso (1000 x más corta que los láseres de picosegundo) aumenta aún más las ventajas descritas anteriormente, lo que resulta en un proceso atérmico. Esto es particularmente útil cuando se procesan películas delgadas y materiales delicados donde no se puede tolerar una zona afectada térmicamente (ZAT).
La segunda razón es el creciente uso de materiales mixtos y en capas, por ejemplo, plásticos bioabsorbibles sobre metal o poliamida en vidrio. El ancho del pulso extremadamente corto del láser femtosegundo produce una fuerza de pulsación pico muy alta, que a su vez impulsa la absorción no lineal (multifotones) en el material. A diferencia de absorción (lineal) tradicional, esto no depende de longitud de onda, lo que significa que el láser de femtosegundo puede trabajar casi cualquier material, incluso si es transparente como el vidrio. Esto permite que los sustratos revestidos y laminados puedan ser procesados en un solo paso, permitiendo la fabricación simplificada y menor costo en muchos casos.
Finalmente, los láseres de femtosegundo son cada vez más atractivos para los usuarios industriales debido a las recientes mejoras en su rendimiento, vida útil, confiabilidad y costo de propiedad. Originalmente, los láseres de femtosegundo se utilizaron exclusivamente para aplicaciones científicas. Sin embargo, en los últimos años, los fabricantes de femtosegundo como Coherent han desarrollado un nuevo material láser, llamado fibra dopada con iterbio, que es escalable a una potencia mucho mayor. Además, debido a que el material láser está en forma de fibra, esta nueva generación de láseres industriales de femtosegundo tiene un diseño y construcción internos más simples, lo que se traduce en un costo menor y una confiabilidad significativamente mayor.
Por ejemplo, la serie de láseres MONACO de Coherent proporciona hasta 60 vatios de potencia de procesamiento en un paquete sellado compacto (667 x 360 x 181 mm), que dado su menor costo y mayor confiabilidad, hace que el procesamiento láser de femtosegundo sea económicamente competitivo para muchas aplicaciones de dispositivos médicos.
Además, los láseres están disponibles en varios niveles de integración. Las opciones incluyen láseres autónomos, motores láser con óptica de escaneo/enfoque, herramientas completas con manejo de piezas integrado e incluso soluciones completas con software personalizado pre optimizado para resultados específicos en determinadas aplicaciones.
Láseres de femtosegundo en acción
Como hemos visto, hay varias maneras de implementar el procesamiento láser en función de cómo las partes y/o el rayo láser se mueven en relación entre sí.
Corte de tubo de haz fijo
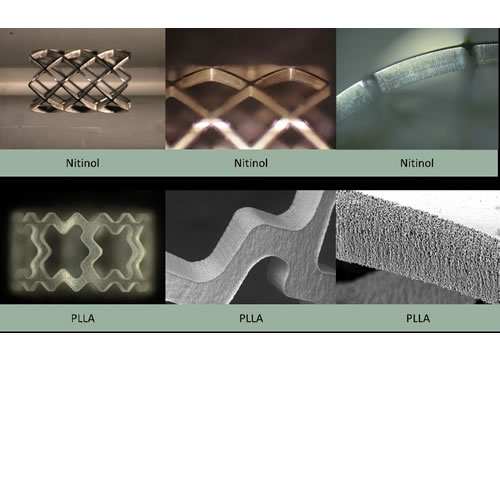
Para los dispositivos cortados a partir de espacios tubulares, la tarea común es hacer cortes cilíndricos, así como intrincados patrones de corte para producir stents cardiovasculares y periféricos. La evaluación de procesos en el laboratorio de aplicaciones y con los clientes confirma que el uso de láseres de femtosegundo resulta en stents con consistencia de punta a punta y resistencia residual superiores. Aquí, el láser se integra típicamente en una estación de trabajo en la que el espacio se monta en una plataforma móvil con cuatro ejes de movimiento (tres de translación y uno de rotación). El uso de un láser de femtosegundo permite el corte del tubo o del material plano con precisión y tolerancia a escala micrométrica, como se muestra en la foto 1. El proceso a veces se acompaña de gas de asistencia co-axial de alta presión para ayudar a eliminar los desechos de ablación vaporizados al cortar materiales de paredes gruesas.
Escaneo 2D
Se necesita un enfoque diferente para texturizar superficies de los contornos en los materiales, tales como un catéter de balón, o la ablación superficial de materiales planos comunes. Aquí, la mejor solución es una estación de trabajo de escáner 2D usando un escáner galvanómetro de alta velocidad y dos ejes para cubrir un campo con un radio de 20 cm. El uso de un láser de femtosegundo permite gran exactitud con control de la profundidad micrométrica como se muestra en la foto 3.
Escaneo multi-eje y posicionamiento de piezas
También se ha optimizado otro enfoque para realizar tareas como la perforación de agujeros de precisión en catéteres de punta de ablación irrigada con pared cónica controlada y la colocación precisa de agujeros y ranuras para crear formas especiales en tubos o materiales planos. Aquí, la estación de trabajo contiene un cabezal de exploración de trepanamiento de cinco ejes con gas de asistencia co-axial junto con un sistema de control de movimiento de cinco ejes. Una vez más, el láser de femtosegundo ofrece precisión dimensional micrométrica y superficies limpias sin necesidad de post procesamiento.
Resumen
Los fabricantes de dispositivos se enfrentan a un desafío para producir componentes cada vez más pequeños y precisos, reduciendo simultáneamente los costos. El micro mecanizado LPU apoya esta tendencia de varias maneras, ya que ofrece pequeñas piezas sin dañar, calentar, agrietar o afectar de ninguna otra manera el material en bruto, mientras que la minimización de escombros y materiales refundidos elimina en gran medida el costo de limpieza de post producción.
Si requiere información adicional sobre la línea de láseres Coherent, póngase en contacto con nosotros.